もう失敗しない!コーヌスクローネ製作方法〜その1〜
コーヌスクローネの製作方法について、技工の視点からお伝えしたいと思います。
コーヌスクローネが長期間にわたり正常に機能し、患者様のお口の中で機能するには正しい方法と技工操作が行われて初めて達成されます。
コーヌスクローネは簡単に考えればかなり容易に簡略化できるように思いますが、精密に製作し、十分にその特徴を発揮しようと思えば大変難しいものになります。
コーヌスクローネの維持力調整の方法を身につけるよりもまず、正しい製作法を身につけ、コーヌスクローネの理論を熟知する必要があります。
そして、最終的に患者様に装着する前に、適正な維持力がコントロールされているかが重要となります。
歯科医師が印象を採った後、ラボサイドではどのような作業が行われているかを知ることは、コーヌスクローネの成功に繋がると思います。
支台歯形成、印象採得の後、内冠作製用の模型上で、コノメトリーという操作を行います。
※コノメトリーとは、コーヌスの装着方法を決定するための操作で、6度のワックスシャーバーを使い内冠の厚みが一定の厚みで歯頸部がもっとも薄くなり、アンダーカットができない位置を計測する方法です。
まずは、6度の角度を持ったワックスシェーバーを使用し、着脱方法を確認します。
コーヌスクローネの維持力を確実に発揮させるためには内冠の製作をいかに正確に行うかが重要です。
「コーヌスクローネの生命は内冠の軸面出しにあり」と言っても過言ではありません。
6度のワックスシャーバーで、全周を削りだします。
ワックスアップが終わると、スプルーを差します。
スプルーは細くすると、溶けた金属が集中してホットスポットが生じ、最後に金属が硬化するためその部分の金属収縮が起こり鋳巣ができてしまう危険性があります。

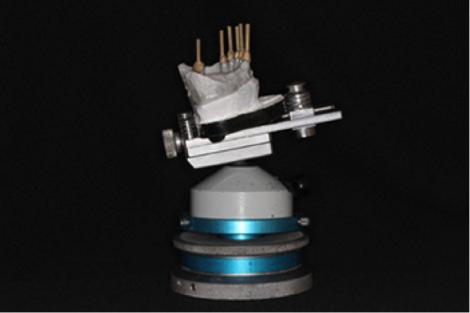
これらの作業は、すべて「コナトア」という雲台を用いて行われます。
不平行支台の時、歯頸部にネガティブビンケルという不潔域が生じます。
ネガティブビンケル(アンダーカット部の金属の露出)があると審美的にも問題があります。
このネガティブビンケルを解決するために、当時西ドイツの技工マイスターH.Pfannenstiel,R.pflaum,機械工学マイスターH.Breitfeldらによってコーヌス形成用装置である『コナトア』が開発されました。
これは、ドイツのラボに集まる多くのコーヌスクローネのケースを消化するため、できる限り少ない器具で、短時間に製作をしなければならない必要から生まれたものです。
コナトアの開発により、ネガティブヴィンケルの少ない正確なものが製作でき、大幅に作業能率が上昇しました。

使用金属は100%時効硬化ができる、白金加金を使用することを推奨します。
コーヌスクローネのトラブルの第一は、装着後の維持力劣化にあります。
白金加金以外の金属では調整はほとんど不可能に近いと思います。

鋳造された内冠、方向は様々ですが、コナトアを用いコーヌス角を6度設定してあるため、一体化した外冠は問題なく入るようになっています。
前歯および臼歯を支台としたコーヌスクローネの場合、補綴物の装着方向に対してコーヌス角度を与えようにも前歯と臼歯の歯軸が一致していないため、前歯の 歯頸部に多くの金属が露出して審美性を阻害する可能性があります。
また、臼歯の遠心歯頸部にネガティブビンケルを生じて不潔部となる危険性が高くなります。
コナトアを使うことにより、ネガティブヴィンケルの問題も解決することができ、よりクオリティーの高いものを製作できるようになりました。
このように、模型台の上で補綴物の装着方向を決定、コナトアに模型をのせて6度の範囲で調節して最適な内冠の方向を決定することは、コーヌスクローネの生命線となります。

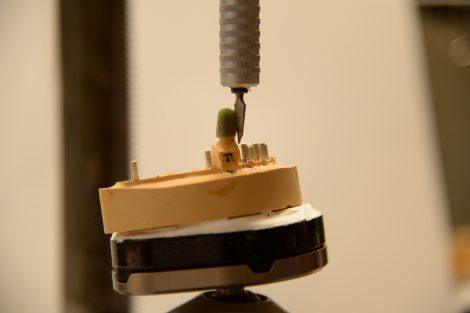
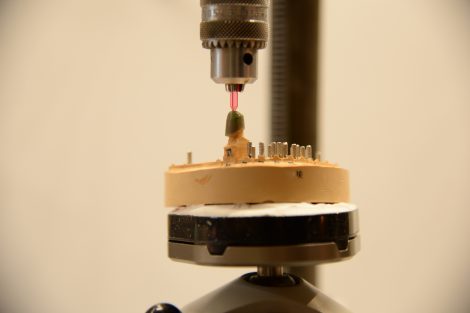
確実な方法としては、ミリングマシーンを使い表面を直線で仕上げる方法、あるいは当技工所顧問、稲葉繁先生が開発した横型研磨器を使う方法が有ります。
ドイツのKaVo EWL 社から発売されていた、K9横型研磨機は、ドイツだけではなく世界中に広まりました。
現在は、類似品がドイツ製やイタリア製で販売されています。
横型研磨機を回転させながら水平に固定したハンドピースの先端に取り付けた円盤の平面を当て、モーターで高速で回転させて内冠の研磨を行います。
時間的にも節約できると同時に、仕上がりも理想的で鏡面仕上げが可能です。
また、取り扱いも簡単で、初心者にも失敗なく正確に軸面出しが出来るところが非常に魅力的です。
一度に何本支台歯があっても接着方向を決定したならば、常に同じコーヌス角度で一定の研磨が可能となります。
研磨を行う軸の調整により、希望のコーヌス角の付与も簡単にできます。

鋳造した内冠を横型研磨機を用い6度に合わせ研磨をします。

コーヌスクローネのクオリティーを決定するのは内冠の研磨方法です。
内冠の表面を確実な直線で仕上げる事です。
直線に仕上げるためにはフリーハンドではどんなに注意していても丸みが付いてしまいます。
フリーハンドの手研磨で曲線に仕上った物は、装着直後は維持力が出ますがしばらくすると維持力が落ちてしまいます。
従ってフリーハンドで研磨する方法を習った人は維持力を継続するのが困難であるためコーヌスクローネの評価を落としてしまいました。
それに比較して器械研磨した物は確実な表面の直線仕上げにより、永続性のある維持力が得られ、義歯を長期に使用する事が出来ます。
鏡面仕上げした内冠にパターンレジンで外冠を作成し、埋没剤をコントロールしゼロフィッティングさせたコーヌスクローネは確実に長期に使用する事が出来ます。
義歯装着後に安定した状態を得るためには内冠と外冠の間に隙間を作らないほうが結果が良いということで、『ゼロフィッティング』という考えが生まれました。
これには様々な必須条件があります。
金属はゴールドを70パーセント以上を含有し、それに白金を加えた合金を使う。
ヴィッカーズ硬度255程度の時効効果(鋳造したまま放置し硬度を増す効果)のある金属を使用し、埋没剤の混水比の調節により1.5パーセントの膨張を得る。
これらの条件を満たすことで、ゼロフィッティングをさせることが可能であるということが分かっています。
もう失敗しない!コーヌスクローネ製作方法〜その2〜に続きます。
もどる